








制御盤用クーラー 周辺情報
3-1.制御盤内の環境対策
制御盤の内部の環境対策の必要性とその方法について説明しています。
(1) FAの進化と制御機器の高機能・高性能化
近年、生産設備では、FA(Factory Automation)が一般的となっています。工場内では、ロボットや自動機が1階のみではなく、中2階にまでところ狭しと配置されています。大量生産によるコストダウンのためには当然の流れといえます。
しかし、低コストでの大量生産が可能となる一方、ロボットや自動機が排出する熱が制御機器に悪影響を及ぼすといったデメリットも起こっています。特に、電子機器の小型化・高機能化に伴い、機械や盤はさらにダウンサイジングされています。発熱自体は増大傾向で、さらに電子機器に影響を与える状態となっています。
高速・高性能・高機能になった制御機器は、作業スピードの向上という効率UPのプラスの部分と制御機器には好ましくない「熱・粉塵・湿気」環境に設置しなければならないというマイナスの部分を有しているといえます。
(2)制御機器のトラブルの影響
では、制御機器のトラブルが実際の生産活動にどのような影響をもたらしているかを紹介します。
ケース1.
たとえば、ある制御盤が停止したとします。それが10~20分だけであったとしても、生産ラインが前工程から後工程まで一貫体制化されているため、停止した制御盤だけでなく前後のラインもインターロックがかかり機械が停止します。
また、炉などが停止した場合は、復旧に確実に1~2時間はかかると考えられます。つまり、1つの制御盤の故障による前後のラインの復旧を考慮すれば、2時間前後のロスが発生するものと考えられます。
ケース2.
たとえば、インバーターが停止したとします。インバーターを交換すれば当然、インバーターの新規購入費用がかかります。基板の交換だけでも、数万円はかかるでしょう。
もし、予備品がなければ数日から場合によっては数週間以上を要することもあります。古いインバーターであれば、製造中止になっていることもあります。遠方や緊急の場合などは、チャーター費用が別途必要です。さらに、万が一に備えて在庫をもつと、在庫資産が増大していきます。予防保全・定期点検のために保全担当者を増やすとなると、人件費向上につながり大きな費用を覚悟しなければなりません。
上記のようなことが日々生産現場で起こっています。次項目からは、機械や制御盤の突然停止の原因で多い熱と湿気による影響を紹介します。
(3)熱が機器に与える影響
半導体・電子部品は、熱によって故障率を大きく加速させ、寿命を縮めることがデータ的にも証明されています。グラフ①は某自動車メーカーの制御盤内温度と盤外温度の推移です。終始約1 5~2 0 ℃の温度差が生じています。

このように盤内温度が5 5 ℃や6 0 ℃になるような盤内では、グラフ② のように電子機器に使われるコンデンサーの寿命が大幅に縮まっています。
グラフ②は電解コンデンサーの寿命と周囲温度の関係で、「10℃2倍則の法則」と呼ばれています。温度3 0 ℃では、電解コンデンサーの寿命はほぼ8万時間ですが、温度が4 0 ℃になると4 万時間。つまり、半分になるという結果がでています。さらに温度6 0 ℃では、その1/4の約1 万時間という結果になります。半導体・電子部品の寿命もまた熱によって大きく縮められているのです。
温度が10℃あがるごとに寿命は半分に

10℃2倍則の法則
右記は電子機器に使用される電解コンデンサーの寿命と周囲温度の関係を示したグラフです。
周囲温度が10℃上昇すると、電解コンデンサーの寿命は1/2となります。
電子機器の小型化・高性能化により、発熱量自体は増加傾向で、さらにそれらを収納する制御盤もダウンサイジング傾向のため、未対策の制御盤内は今まで以上に高い温度になることが予想されます。
さらに、グラフ③は半導体の故障率と周囲温度の関係を示したもので、「アレニウスの法則」と呼ばれています。これによると、30℃以下の温度では故障率はごくわずかですが、温度40℃では故障率が1。それが60℃になると10倍から30倍近くまで増え、80℃では一気に100倍から300倍近くまで増大してしまいます。温度上昇によって半導体・電子部品の故障率が飛躍的に増加することがよくわかります。
周囲温度の上昇とともに、故障率が加速度的に増加

アレニウスの法則
右記は半導体の周囲温度と故障率の関係を示したグラフです。
40℃の場合の相対的な故障率を仮に「1」とした場合、60℃では「10」、80℃では一気に「100」と加速度的に増大していきます。
製造ラインの安定稼働を継続的に確保するために制御機器の恒久的な冷却が今後も重要な要素となっていくことが分かります。
(4) 湿気が機器に与える影響
熱とともに制御機器トラブルの要因となる原因のひとつに湿気があります。ここでは湿気がどのように制御機器に影響を与えるのかを考えます。
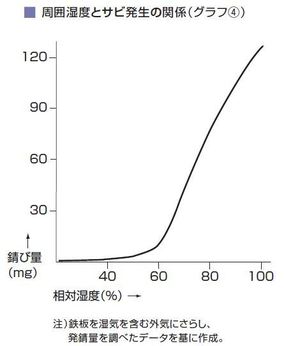
制御機器には多くの接合部分があります。そして、接合部分の大敵が湿気です。グラフ④は「腐食と相対湿度の関係」ですが、60%を越えると腐食が急速に進むことがわかります。通常、日本では70%ほどの湿度は常識的なレベルのため、制御機器への湿度対策はきわめて重要です。また、温度が高くなるほど腐食は進行するといわれており、湿度対策は熱対策と同時に考えなければならない課題であると考えられます。
(5)従来の対策法とその問題点
|
|
効果は周囲の環境に大きく左右されます。その効果は周囲環境に大きく左右され、外気が高い場合には大きな効果は期待できません。また、盤用ファンは外気を盤内に取込むため、「粉塵」や「オイルミスト」が侵入し、かえってトラブルの原因となってしまうケースもあります。 |
|
|
外気の温度が高いと効果なし。盤用ファンとは違い制御盤を密閉状態にしたまま放熱できますが、盤内と盤外の温度差を利用した放熱となるため、外気が高い場合にはやはり大きな効果は期待できません。夏場には能力が落ちるケースがあるため注意が必要です。 |
|
|
急速に冷やすため結露がおこる可能性あり。応急対策として用いられますが、スポットクーラーはもともと作業者用の急速急冷な設計のため、電子機器の冷却においては結露の可能性があります。また、盤を解放するため「粉塵」や「オイルミスト」を防ぐことはできません。 |
|
|
距離により差があり、温度ムラが生じます。空調からの距離や盤内発熱量の影響で各制御盤ごとに個々の温度制御は難しく、非常にムラの大きな冷却方式となります。また、冷却ダクトの分岐工事には時間を要するため、夏場の緊急的な熱対策には不向きです。 |




(6)制御盤クーラーを使用することでのメリット
1)冷却効果
前ページで、スポットクーラーは吐出温度が低いとありましたが、制御盤用クーラーも同じでは?とお考えの方もいらっしゃるでしょう。一般的スポットクーラーは吐出温度差(空気を吸って、冷やして吹き出す温度差)が15~20℃あると言われています。この温度差を制御盤用クーラーに当てはめ、日本の一般的な夏場の温湿度条件で使用すると結露する可能性があります。(グラフ⑤)

このため、アピステは吐出温度差を日本の平均的夏場湿度の60%を考え8℃以内におさめ結露させない独自の「マイルド冷却設計」にこだわりました。除湿をしながらゆっくりと冷却していくことで、結露の発生を防止しています。冷凍サイクルを構成する部品ひとつひとつまで見直し、独自の冷凍回路の設計の調整を行いました。これにより、電子機器にやさしい冷却を実現しています。
2)防塵効果

内気と外気を完全に分離する構造のため、クーラーを設置した制御盤は空間的に独立した密閉状態となり、盤用ファンや外気導入などとは違い防塵効果があります。オイルミストや粉塵の多い環境で制御盤用クーラーが導入されるのはこのためです。
3)除湿効果
湿気を含んだ空気が冷媒で冷やされた冷却コイルを通過すると、冷却コイル表面の温度差により結露し、そのときに発生した水を外へ排出します。これが除湿です。制御盤は熱トラブルだけではなく、湿気と粉塵によるトラブルも防ぐことができる制御盤環境改善の商品です。
前の項目:2-3.フロンに関する法律


お問い合わせ
商品に関するご質問や、お見積のご依頼など
お気軽にお問い合わせください。